자동선반, 복합선반 프로그램 예시(외경,백턴,센터,드릴)
- CNC자동선반/프로그램예시
- 2020. 3. 8.
모든 프로그램은 자동선반(Swissturn) STAR R4 type A를 기준으로합니다.
갱타입 선반이며
정면
1~6, 11~12 터닝공구
14~16 정면공구대
7~9, 31~32 크로스공구대
17~19 정면회전유닛
배면
21~28 배면공구대
이렇게 구성되있습니다.
제가 사용하는 장비기준이며 장비마다 조금씩 다를 수 있습니다.
간단한 프로그램을 짜봤습니다.
어떻게 보여드리면 편할까 고민하다가 사진을 프로그램을 캡쳐해서 보여드리는게 빠를것 같아 캡쳐하였습니다. 잘안보여도 이해해주시기 바랍니다.

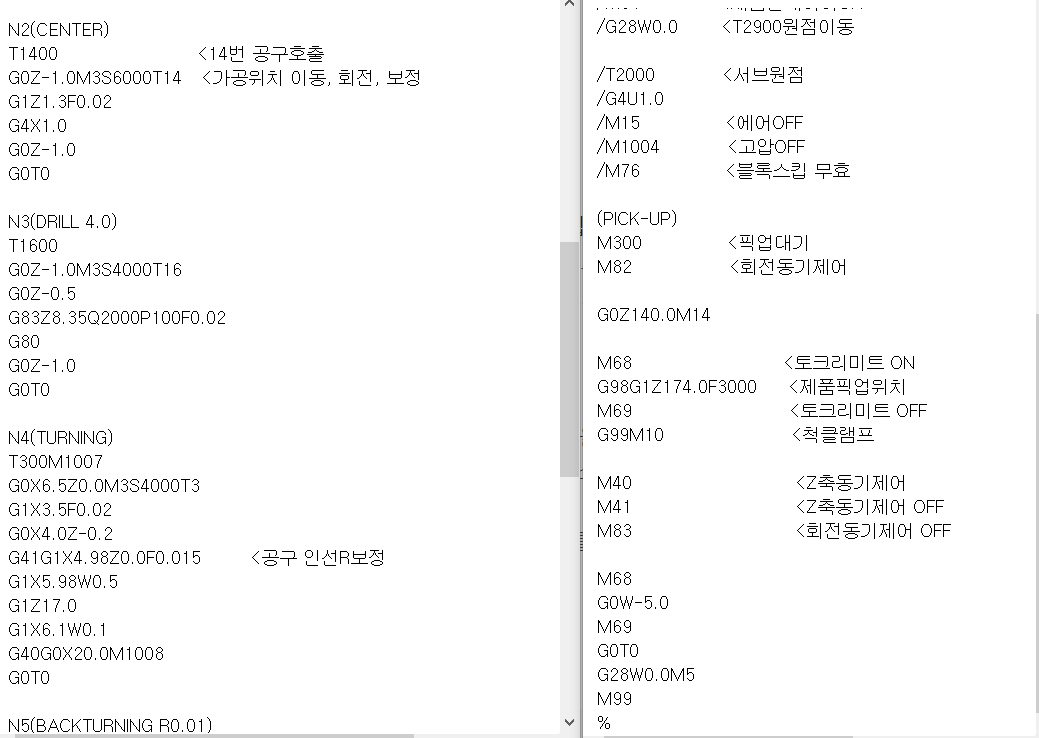
간단한 외경가공, 백턴가공, 드릴 가공 입니다.
가공을 하기전에 이런 양산에 적합한 기계는 얼마나 후가공이 없이 빠르게 가공하느냐가 중요합니다.
양산은 시간1초, 단가 1원이 차이를 만드니까요. 그렇다고 제가 양산을 하는건 아니지만 최대한 빠르게 하려고 항상 노력합니다.(거의 막내라 저는 세팅만하지만...)
연습은 되있어야겠죠?

좀 더럽긴 하지만 왼쪽이 메인, 오른쪽이 서브입니다.
세팅이 끝나고 처음 가공을 하면 G300 자동절단을 하고 굵은 글표시 되어있는 M20에 멈춤니다.
(컨트롤러에서 원사이클 스톱을 체크해놓으셔야합니다!)
그전에 가장중요한 부분은
메인의G266부분과 G0Z9.9
서브의 M75 입니다.
G266에서도 Z설정이 중요한데요 Z축의 길이가 205MM입니다.
지금은 대충 170.0으로 해놨는데 계산하실때는
Z[205.0-가공물전장-절단바이트 길이-여유]를 해주시면 좋습니다.
저희는 12.0짜리 우바이트를 사용하기때문에
Z[205.0-16.95-12.0-5.0]또는
Z[205.0-16.95-17.0] 이렇게 하면됩니다.
프로그램에서 대활호에 계산식을 넣으면 계산이됩니다.
G0Z9.9
이부분은 바이트폭이 12.0이고 팁폭이 2.0이니까
절단이 끝나고나면 가이드 부쉬에서 10mm 빠져나온 상태가됩니다.
그러니 M11로 언클램프를 하고 9.9위치에 가서 클램프후 Z0.0으로 이동하도록 프로그램 한것입니다.
0.1mm는 단면을 치기위한 여유입니다. 단면을 먹지않는다면 조정 하여주어도 무방합니다.
M75
이부분은 서브 가공용 블록 스킵 유효라고 되있는데요
이코드를 중점으로 윗쪽으로는 /가 없고 밑에는 /가 있는 모습을 볼 수 있습니다.
이코드가 입력되어있으면 서브콜렛 언클램프시 /부분을 모두 스킵해버립니다.
만약 서브에 물건이 없고 서브셋팅이전에 가공을 해버린다면
이전에 셋팅해놓은 공구와 충돌할 가능성이 있으니 사용하기를 추천합니다.
메인만 보시면 되겠습니다.
뭐 특별한것은 없고 그냥 가공입니다.
인선보정이 들어갔는데 인선보정은 다음에 따로 포스팅하도록 하겠습니다.
한공정이 끝날때마다 다음공구가 올때 충동하지 않도록 짜는것이 제일 중요합니다.
특히 정면공구대를 사용하기전엔 꼭Z를 빼주시고 사용한 후에도 꼭빼주시길 바랍니다.

아까 G266에서 설정해놓은 것들을 마지막에 절단할때 주로사용합니다. 저렇게 한번 해놓으면
다른 프로그램을 짤때도 바꿀것 없이 복사 붙여넣기 하면 되기때문에 편합니다.
먼저 서브를 보면 M76이후에 다시 /가 없습니다.
여기서부터는 제품픽업 공정이고 M300대기코드를 만나기전까지 아무움직임도 없기때문에 굳이 블록스킵을 넣을 필요가없습니다.
제품 픽업공정을 설명하면은
절단위치 이동>회전동기제어>서브 픽업위치 이동> 척클램프> Z축동기제어> 절단> Z축동기 해제> 회전동기 해제> 서브 원점복귀 순서 입니다.
M200~M999까지 메인과 서브가 만나야 이동하는 대기코드이고
M82, M40도 기능은 다르지만 메인과 서브의 코드가 만나야 진행을 합니다.
모두 설명하려면 내용이 너무길어질것 같아 오늘은 이만큼만 하겠습니다.
긴글 읽어주셔서 감사합니다.
궁금한것은 댓글로 달아주시면 아는대로 최대한 답변해드리겠습니다!
'CNC자동선반 > 프로그램예시' 카테고리의 다른 글
| [자동선반 프로그램] 스타 CNC자동선반 프로그램 (0) | 2020.12.06 |
|---|